















Certified Ready to Eat Chestnuts | BRCGS, IFS & HACCP Approved
- Worldwide shipping
- Guarantee defective rate below 0.5%.
- Carbon neutral
- Secure payments
Product Description
Product Description
SinoValley Agro Group Certified Ready to Eat Chestnuts | BRCGS, IFS & HACCP Approved



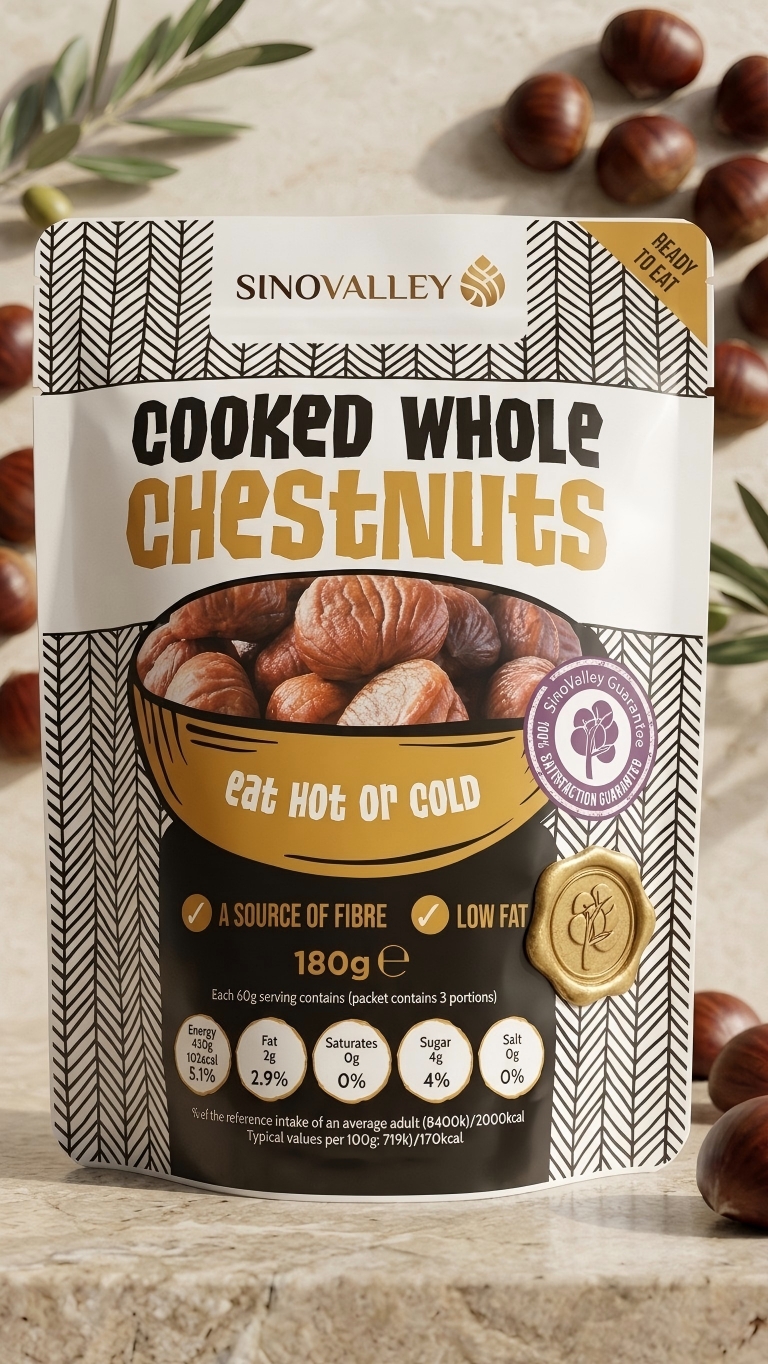




SinoValley Agro Group is a trusted China manufacturer and exporter of premium Ready to Eat Chestnuts, supplying importers, supermarkets, food brands, wholesalers, and distributors worldwide. Our chestnuts are carefully selected from high-quality growing regions, expertly roasted and peeled, then packed under strict food safety standards to preserve their naturally sweet flavor, soft texture, and nutritional value.
Produced in internationally certified facilities, our ready-to-eat chestnuts comply with recognized food safety standards including BRCGS, IFS Food, HACCP, ISO 22000, and other certifications upon request. Every batch is manufactured under a comprehensive quality management system, ensuring consistent quality, full traceability, and reliable global supply.
To meet different market demands, we offer both vacuum packaging and nitrogen-flushed packaging, helping maintain freshness, extend shelf life, and protect product quality during international transportation. Flexible retail and bulk packaging options are available, making our products suitable for supermarkets, convenience stores, foodservice, e-commerce, and industrial food applications.
As an experienced OEM and private label chestnut manufacturer, SinoValley Agro Group provides customized packaging, branding, product specifications, and labeling services to support customers in building their own brands. From package design and multilingual labeling to barcode printing and customized pack sizes, our professional team delivers comprehensive OEM solutions tailored to your target market.
Whether you are looking for a reliable Ready to Eat Chestnuts supplier, a China roasted chestnut manufacturer, or a long-term OEM partner for private label chestnuts, SinoValley Agro Group is committed to providing premium products, stable supply, international certifications, and responsive customer service for your global business.
Key Features
- Premium Chinese Chestnuts – Carefully selected from China's leading chestnut-growing regions, offering a naturally sweet flavor and tender texture.
- Ready to Eat – Fully roasted, peeled, and cooked for immediate consumption with no additional preparation required.
- Naturally Delicious – Preserves the authentic taste and aroma of fresh chestnuts without compromising quality.
- International Food Certifications – Manufactured in facilities certified to BRCGS, IFS Food, HACCP, ISO 22000, with additional certifications available upon request.
- Vacuum or Nitrogen-Flushed Packaging – Choose between vacuum-sealed or nitrogen-flushed packaging to maximize freshness, extend shelf life, and protect product quality during transportation.
- OEM & Private Label Available – Customized packaging, branding, pack sizes, multilingual labels, barcode printing, and retail-ready solutions for your market.
- Flexible Packaging Options – Available in retail pouches, stand-up bags, bulk packaging, and foodservice formats to meet diverse business needs.
- Strict Quality Control & Full Traceability – Every production batch undergoes rigorous quality inspections with complete traceability from raw material sourcing to finished products.
- Stable Global Supply – Reliable production capacity and efficient export experience serving supermarkets, distributors, wholesalers, food brands, and importers worldwide.
- Ideal for Multiple Applications – Perfect as a healthy snack, retail product, gift pack, food ingredient, airline meal, hotel snack, convenience store item, and foodservice application.
Technical Specifications
| Item | Specification |
|---|---|
| Product Name | Ready to Eat Chestnuts |
| Product Type | Roasted & Peeled Chestnuts |
| Ingredients | 100% Chestnuts (or customize according to actual formulation) |
| Origin | China |
| Processing Method | Roasted, Peeled, Fully Cooked |
| Flavor | Naturally Sweet, Soft Texture |
| Appearance | Whole Peeled Chestnuts |
| Color | Natural Golden Yellow to Brown |
| Shelf Life | 12–24 Months (Depending on Packaging Type) |
| Storage Condition | Store in a Cool, Dry Place Away from Direct Sunlight |
| Packaging Options | Vacuum Packaging / Nitrogen-Flushed Packaging |
| Retail Pack Sizes | 50g, 80g, 100g, 120g, 150g, 200g, or Customized |
| Bulk Packaging | 500g, 1kg, 2kg, 5kg, or Customized |
| OEM & Private Label | Available |
| Certifications | BRCGS, IFS Food, HACCP, ISO 22000 (Other certifications available upon request) |
| Export Markets | Europe, North America, Middle East, Southeast Asia, Japan, Korea, Australia and other global markets |
| MOQ | Flexible according to packaging specifications |
| Supply Capacity | Stable Year-Round Supply |
| Payment Terms | T/T, or Negotiable |
| Sample | Free Samples Available Upon Request |
Applications
Our Ready to Eat Chestnuts are versatile and suitable for a wide range of retail, foodservice, and industrial food applications, making them an ideal choice for global importers, distributors, and food brands.
Healthy Snack
Enjoy straight from the package as a nutritious, plant-based snack rich in natural flavor and dietary fiber.
Supermarkets & Retail Chains
Available in attractive retail packaging, ideal for supermarkets, hypermarkets, grocery stores, and convenience stores.
Private Label & OEM Brands
Develop your own branded chestnut products with customized packaging, labeling, and private label solutions.
Foodservice & Hospitality
Perfect for restaurants, hotels, cafés, airlines, catering companies, and institutional foodservice operations.
Baking & Confectionery
An excellent ingredient for cakes, pastries, breads, cookies, mooncakes, desserts, and seasonal bakery products.
Ready Meals & Processed Foods
Suitable for salads, rice dishes, soups, stuffing, frozen meals, and other ready-to-eat food applications.
Gift Packs & Seasonal Promotions
Premium packaging options make our ready-to-eat chestnuts an excellent choice for holiday gifts, festive promotions, and premium food hampers.
E-commerce & Online Retail
Designed for online marketplaces and direct-to-consumer sales with durable packaging that maintains product quality during shipping.
Food Manufacturing
Available in bulk packaging for food processors and manufacturers producing chestnut-based snacks, confectionery, beverages, and prepared foods.
Global Wholesale Distribution
Ideal for importers, wholesalers, distributors, and trading companies seeking a reliable China manufacturer with stable supply, international certifications, and flexible OEM services.
Food Safety System
At SinoValley Agro Group, food safety is integrated into every stage of the manufacturing process. From raw material sourcing to final packaging and export, our production follows internationally recognized food safety management systems to ensure consistent quality, product integrity, and regulatory compliance for global markets.
Strict Raw Material Selection
We source premium Chinese chestnuts from carefully selected growing regions. Incoming raw materials undergo quality inspections to verify appearance, freshness, size, and compliance with established quality standards before entering production.
HACCP-Based Risk Management
Our manufacturing facilities implement the Hazard Analysis and Critical Control Points (HACCP) system to identify, monitor, and control potential food safety risks throughout the production process. Critical control points are continuously monitored to ensure product safety and consistency.
Certified Manufacturing Environment
Production is carried out in facilities operating under internationally recognized food safety management systems, including BRCGS, IFS Food, HACCP, and ISO 22000. Standardized operating procedures help maintain strict hygiene, process control, and product quality.
Hygienic Processing & Packaging
Ready-to-eat chestnuts are processed, roasted, peeled, cooked, and packaged in controlled production environments. Vacuum packaging and nitrogen-flushed packaging help maintain product freshness while protecting quality during storage and international transportation.
Comprehensive Quality Inspection
Quality inspections are performed throughout production, including raw material verification, in-process monitoring, packaging inspection, finished product evaluation, metal detection, and other quality assurance procedures according to customer and market requirements.
Full Product Traceability
Each production batch can be traced from raw material sourcing through processing, packaging, and shipment. This traceability system supports quality management, regulatory compliance, and efficient product recall procedures if ever required.
Continuous Improvement
We are committed to continuously improving our food safety management practices through regular internal audits, staff training, equipment maintenance, and process optimization to meet the evolving requirements of international food markets.
Global Compliance
Our food safety management system is designed to support exports to Europe, North America, the Middle East, Southeast Asia, Japan, Australia, and other international markets, giving customers confidence in product quality, safety, and regulatory compliance.
Full Product Traceability
At SinoValley Agro Group, we understand that product traceability is essential for food safety, quality assurance, and international trade. Our traceability system enables customers to track every production batch throughout the entire supply chain, providing greater transparency and confidence for global importers, distributors, retailers, and food brands.
Farm-to-Factory Traceability
Every batch of chestnuts can be traced back to its sourcing origin. We work with carefully selected suppliers and implement strict raw material management procedures to ensure product consistency and quality from the very beginning of the supply chain.
Batch Identification System
Each production batch is assigned a unique identification code, allowing efficient tracking throughout raw material receiving, processing, packaging, warehousing, and export. This system supports accurate inventory management and rapid product verification.
Production Record Management
Comprehensive production records are maintained for every manufacturing batch, including raw material information, processing parameters, packaging details, quality inspection results, and production dates. These records help ensure product consistency and support continuous quality improvement.
Quality Inspection Records
Inspection data is recorded throughout the production process, including incoming material inspections, in-process quality checks, finished product evaluations, packaging inspections, and other quality assurance procedures according to customer and regulatory requirements.
Export Documentation Support
Our traceability system is integrated with export documentation, allowing customers to receive consistent product information, certificates, and supporting documents required for customs clearance and regulatory compliance in different international markets.
Efficient Recall Readiness
In the unlikely event that corrective action is required, our traceability procedures enable rapid identification and isolation of affected production batches, helping minimize potential risks and protect both customers and consumers.
Transparency for Global Buyers
A robust traceability system strengthens customer confidence by demonstrating responsible manufacturing practices, consistent quality management, and compliance with internationally recognized food safety standards.
Supporting International Compliance
Our traceability practices support the requirements of global food safety management systems, including BRCGS, IFS Food, HACCP, and ISO 22000, helping customers meet the expectations of retailers, importers, and regulatory authorities worldwide.
Strict Quality Control
Comprehensive quality inspections are conducted throughout production, including raw material selection, processing control, packaging inspection, metal detection, microbiological testing, and finished product verification.
Export Compliance
Our ready-to-eat chestnuts are manufactured to meet the regulatory and food safety requirements of international markets, including Europe, North America, the Middle East, Southeast Asia, Japan, Australia, and other global destinations.
Supporting Documentation
To facilitate international trade, we can provide the required export documents and quality certificates according to customer and destination market requirements, including product specifications, certificates of analysis, health certificates, and other supporting documentation where applicable.

Laboratory Testing
To ensure consistent product quality and food safety, SinoValley Agro Group works with manufacturing facilities that implement comprehensive laboratory testing and quality verification procedures throughout the production process. Our testing protocols help ensure that every batch of ready-to-eat chestnuts meets customer specifications and applicable international food safety requirements.
Raw Material Inspection
Incoming chestnuts are inspected before production to evaluate key quality attributes such as appearance, size, maturity, moisture content, and overall suitability for processing.
Microbiological Testing
Finished products are tested according to applicable food safety standards to verify microbiological quality. Testing programs may include indicators such as Total Plate Count, Yeast & Mold, Coliforms, Escherichia coli (E. coli), Salmonella, and other parameters required by customers or destination markets.
Physical & Sensory Evaluation
Each production batch is evaluated for color, appearance, texture, aroma, flavor, and overall product consistency to ensure it meets approved quality standards.
Metal Detection
All finished products pass through calibrated metal detection equipment to identify and remove potential metal contaminants, providing an additional level of product safety before packaging and shipment.
Packaging Integrity Testing
Packaging is inspected to verify seal strength, vacuum performance or nitrogen-flushing effectiveness, labeling accuracy, and overall package integrity to help maintain product freshness during storage and transportation.
Shelf-Life Verification
Product stability and shelf-life evaluations are conducted according to packaging type and storage conditions to help ensure consistent product quality throughout its intended shelf life.
Customer-Specific Testing
Additional laboratory testing can be arranged based on customer requirements or destination market regulations, supporting customized quality assurance programs for retailers, food brands, and importers.
Certificate of Analysis (COA)
A Certificate of Analysis (COA) and other quality-related documentation can be provided upon request, helping customers verify product compliance and facilitate import procedures in international markets.
Note: Specific testing items and documentation may vary depending on the product specification, destination country, and customer requirements.
Quality Control Flow
At SinoValley Agro Group, every batch of ready-to-eat chestnuts follows a standardized quality control process designed to ensure food safety, product consistency, and compliance with international standards. From raw material sourcing to final shipment, each stage is carefully monitored and documented.
Step 1. Raw Material Inspection
Premium chestnuts are carefully selected from qualified suppliers. Incoming raw materials are inspected for appearance, size, freshness, maturity, moisture content, and overall quality before entering production.
Step 2. Cleaning & Sorting
Chestnuts are thoroughly cleaned to remove impurities and sorted according to size and quality specifications. Only qualified raw materials proceed to the next production stage.
Step 3. Roasting & Cooking
Chestnuts are processed under controlled roasting and cooking conditions to achieve the desired flavor, texture, and food safety requirements while maintaining their natural nutritional value.
Step 4. Peeling & Product Selection
After roasting, chestnuts are peeled and inspected to remove damaged or defective kernels. Qualified products are selected to ensure a uniform appearance and consistent quality.
Step 5. In-Process Quality Control
Production personnel continuously monitor critical processing parameters, equipment performance, hygiene conditions, and product consistency throughout manufacturing in accordance with established quality management procedures.
Step 6. Laboratory & Safety Inspection
Finished products undergo quality verification procedures, which may include microbiological testing, physical and sensory evaluation, packaging inspection, and metal detection according to customer requirements and destination market regulations.
Step 7. Packaging Verification
Vacuum packaging or nitrogen-flushed packaging is inspected to verify seal integrity, labeling accuracy, coding information, and overall package quality before shipment.
Step 8. Finished Product Inspection
Each production batch is reviewed against approved product specifications, including appearance, weight, packaging, labeling, and overall quality, before release for shipment.
Step 9. Warehousing & Storage
Finished products are stored under appropriate environmental conditions to maintain product quality and freshness while awaiting export.
Step 10. Export & Shipment
Before shipment, export documentation and product information are verified to ensure compliance with customer requirements and destination market regulations. Products are then carefully loaded and shipped through reliable international logistics channels.
Our Quality Commitment
Our quality control system is supported by internationally recognized food safety management standards, including BRCGS, IFS Food, HACCP, and ISO 22000. Through strict process control, full traceability, and continuous improvement, SinoValley Agro Group is committed to delivering safe, consistent, and premium-quality ready-to-eat chestnuts to customers around the world.
OEM & Customization
At SinoValley Agro Group, we provide comprehensive OEM and Private Label solutions for global importers, wholesalers, supermarket chains, food brands, and distributors. Backed by experienced manufacturing partners and flexible production capabilities, we help customers develop high-quality ready-to-eat chestnut products tailored to their market requirements.
Private Label Manufacturing
Build your own brand with customized packaging and professional private label services. We support both new product launches and established brands looking to expand their product portfolio.
Customized Packaging
Choose from a wide range of packaging formats to meet different retail and wholesale needs, including:
-
Vacuum Packaging
-
Nitrogen-Flushed Packaging
-
Stand-Up Pouches
-
Flat Pouches
-
Aluminum Foil Bags
-
Matte or Glossy Finish Packaging
-
Retail Display Boxes
-
Bulk Packaging for Foodservice and Industrial Use
Custom packaging sizes are available based on your market and distribution channels.
Branding & Artwork Support
Our team can assist with:
-
Custom logo printing
-
Package artwork adaptation
-
Multilingual labels
-
Barcode and QR code printing
-
Nutrition facts panel
-
Ingredient declaration
-
Market-specific labeling requirements
Flexible Product Specifications
We offer customized solutions including:
-
Different pack sizes
-
Packaging materials
-
Product weight
-
Carton configuration
-
Shipping marks
-
Pallet requirements
OEM Production Process
Our streamlined OEM process helps ensure efficient project execution:
-
Requirement Discussion
-
Product & Packaging Confirmation
-
Artwork Approval
-
Sample Preparation
-
Mass Production
-
Quality Inspection
-
Export Documentation
-
Global Shipment
Quality Assurance
Every OEM order is produced under strict quality management systems with comprehensive inspections throughout production. Our manufacturing facilities operate under internationally recognized food safety standards, ensuring product consistency and reliable supply.
Flexible Cooperation
Whether you require trial orders, seasonal promotions, supermarket programs, or long-term private label partnerships, we provide flexible cooperation models designed to support your business growth.
Our experienced export team works closely with customers from initial inquiry through production and shipment, delivering efficient communication, dependable service, and customized solutions for global markets.
Why Choose Our Ready to Eat Chestnuts
- Fresh selected chestnuts
- Naturally sweet
- Fully cooked
- Ready to eat
- Long shelf life
- No artificial preservatives
Frequently Asked Questions (FAQ)
Frequently Asked Questions About Certifications
Are your factories BRCGS certified?
Yes. Our manufacturing partners operate under internationally recognized food safety management systems, including BRCGS, ensuring strict quality control, food safety, hygiene management, and full product traceability throughout the production process.
Can you export to the EU?
Yes. We have extensive experience supplying ready-to-eat chestnuts to international markets, including Europe. Our products are manufactured in certified facilities and can be supported with the appropriate export documentation according to destination market requirements.
Do you provide COA?
Yes. A Certificate of Analysis (COA) can be provided upon request. Depending on your market and product specifications, we can also provide additional supporting documents such as Product Specifications, Health Certificates, and other quality-related documentation required for customs clearance and regulatory compliance.
SERVICE
SERVICE
If you have any question,plz contact our SERVICE CENTER ASAP,we will help you